Photos by Amapola Kieslowski.
Heckballs are an edge-lap construction-set design I developed based on some ideas Matt Heck showed me in 2005 or 2006. I went and got this design fabricated at Max58 on 2016-08-27 for AR$400.
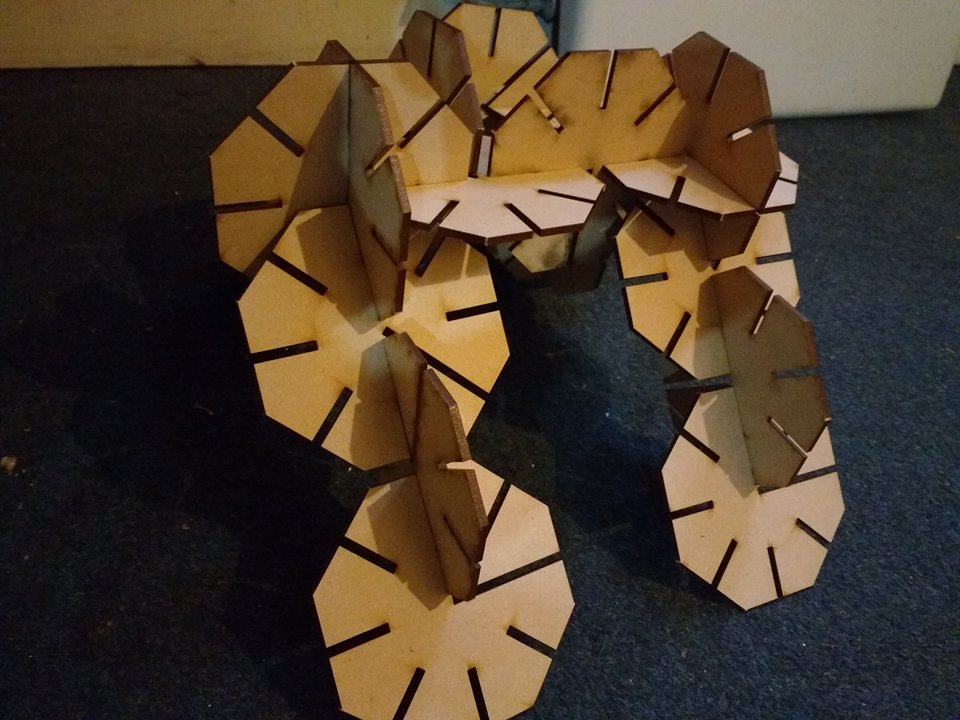
This version is made of 3-mm-thick MDF octagons that are 100 mm across the flats with a 23.5-mm-long slit in the center of each side, except that one side has a 50-mm slit in it instead, so that two octagons can be slid together to make a sort of ball with 12 available slits for making edge-lap joints with other octagons.
This design is just what I managed to put together Saturday morning in the hour after waking up, using plain PostScript, which is the CAD equivalent of stone knives. It’s missing a lot of things, but I thought it would be a mistake to miss out on the feedback available from fabricating it in order to perfect the design further.
I chose 100 mm as the octagon size across the flats because it seemed like a good balance between cutting cost and material cost, particularly for future versions that have more elaborate outlines.
I used 0.75 mm tabs to connect the octagons to keep them from falling out of the sheet during cutting. They came out to be a bit less than 0.75 mm wide, and were probably a bit too thin; it was easy to break them by accident.
I left an extra 150 μm on the width of the slits for the edge-lap joints, and as a result, all of the pieces slide together and apart easily. Unfortunately, they slide apart so easily that assemblies sometimes just fall apart under the weight of an octagon.
23.5 mm was the result of an erroneous calculation. I wanted the octagons to butt up against the center octagon, if any, so I subtracted half the thickness (the thickness was 3 mm, so I subtracted 1.5 mm) from the slit depth. But the total overlap when two slits are interconnected is twice the slit depth, so now octagons reaching toward the center from opposite sides have 6 mm between them, not 3.
This version doesn’t do any stress relief at the corners, making it weaker than necessary and also unnecessarily hard on the hands.
This version contains 32 octagons, totaling 800 mm × 400 mm.

Initial kid testing resulted in great enthusiasm.
The extra slop in the slits leads to some slop in the angular fit of the joints, enough to be bothersome. I hope to fix much of the slop using snap joints in a future version.
I was thinking that it would be possible to connect four octagons to a ball to make the apex of a regular octahedron. But of course they interfere with each other, so you can’t do that. When I add beams, this will be a constraint on the beam dimension.
Durability is surprisingly good despite the lack of fillets or other stress relief. Two octagons penetrating through each other to make a ball can be relatively easily squashed with maybe 64 N of force, cracking the MDF around the joint; but surprisingly, this doesn’t destroy them completely, and they even spring back to their original form. Even more surprisingly, this compensates for the too-wide slits. Even repeating this overstressing procedure 100 times does not result in the octagon breaking apart.
However, breaking an octagon in half when it isn’t part of a ball is fairly easy, even if it hasn’t been overstressed in this way. Overstressing it leaves it weakened and even easier to break. Bending it by about 15° at the 26.5-mm-long space between the lengthened slit and its opposite is sufficient; it’s also possible to tear it at this spot, nearly as if it were paper. These are disappointing. Generous stress relief fillets would help with all of these, but it’s likely that making it really kid-resistant will require the use of significantly thicker MDF. Extrapolating quadratically, an acceptable 256-N squish resistance would probably require 6 mm if the pieces were to be individually cut out of MDF rather than assembled. Max58 stocks thicknesses of 5.5 mm and 9 mm.
Making the octagons smaller would help with strength by reducing the lever arm available to accidental forces.
Assembling and disassembling the same pair of slits 100 times in various states of misalignment resulted in some mild but visible surface wear and little bits of sawdust all over my sweater. No difference in joint play was detectable. Also, the various misalignments made my hands very tired. Probably chamfering or rounding the edge corners of the slits would ameliorate the wear in this situation.
This repeated assembly and disassembly also left a little bit of visible marking from the cut surfaces on the uncut surfaces, a kind of brown tarry deposit from laser-burning. This tarry deposit is probably “pyroligneous acid”, which is to say, wood smoke. How much carcinogenic benzopyrene it contains I don’t know.
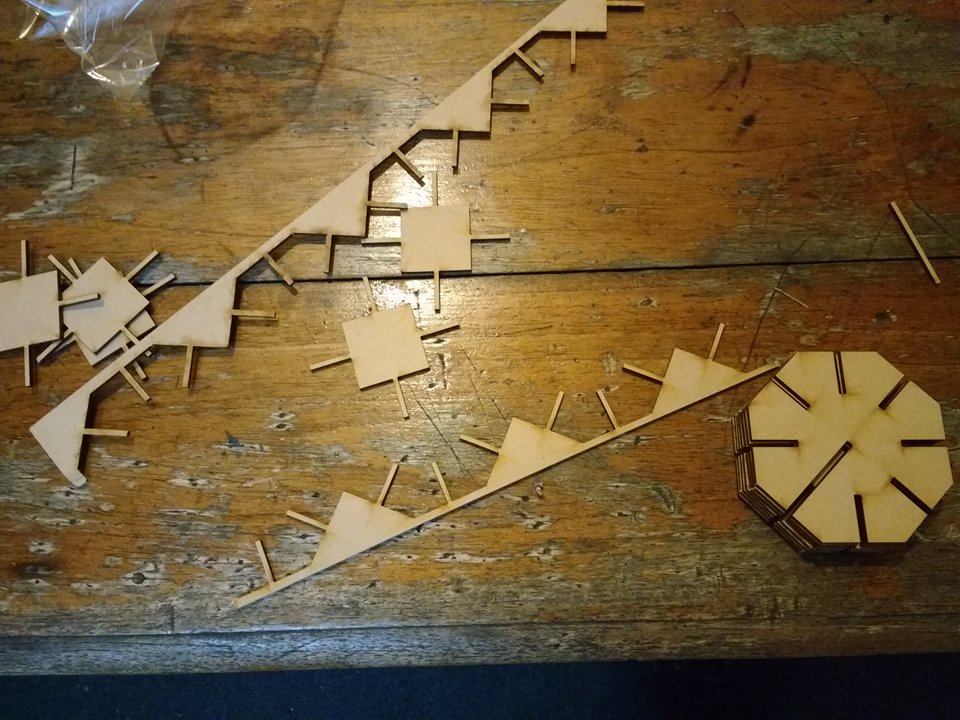
About 20% of the sheet was wasted as scraps (“sobrante”) in squares between the octagons. The axles sticking out of their sides are 3.15 mm × 3 mm, and work very well for spinning them between your fingers. Taking advantage of this scrap would be an excellent way to increase the productivity of the process, since it’s already cut on most sides.
I watched the laser cutter cutting. It took about a second to cut each of the “freesidelength” lines, which turn out to be about 19.14 mm long, so this was cut at roughly 20 mm per second. The total cutting time was 17'26". It burst into flame at several points during the cutting process, never for more than a couple of seconds, and never leaving any visible deposit.
The peso is currently at AR$15.20 to the dollar, so the AR$400 I paid is US$26.32. Unfortunately then I had to take a taxi for an extra AR$80. This is about twice what I originally expected to pay, so I need to revise my mental cost model somehow.
This works out to 32.7 seconds per octagon, AR$12.50 (US$0.82) per octagon, and AR$0.382 (US$0.0251) per second.
Reviewing my notes, it seems like my original cost model was that 3 mm MDF should US$2.50/m², the cutting should happen at 30 mm/s, and the cutting should cost US$40 per hour, which would be the bulk of the cost. Ultimately it seems like I was persuaded to use a smaller scale in order to fit an entire construction set into a single cutting session, which was probably a bad decision.
I need to write some accurate cut path length calculation software, but a basic estimate is that each octagon contained seven regular slits (each 23.5+3.15+23.5 = 50.15 mm), one deep slit (50+3.15+50 = 103.15 mm), and 12 "freesidelength" sides (19.14 mm, as it turns out). This works out to about 684 mm of cutting per octagon, or 21.9 m of cutting for the whole sheet, a total of 20.9 mm per second.
Legos are made by traditional mass-production methods, injection-molding ABS, I think, unless it’s HIPS. The Lego Creator 31029 Construction Block Set: cargo helicopter/airplane/boat has 132 pieces and costs the same AR$400 on MercadoLibre at the moment. The helicopter blades are 17 horizontal lego-units long from tip to tip; Robert Cailliau informs us that a horizontal lego-unit is 8 mm, so this is 136 mm, minus the horizontal tolerance at each end.
This entire Lego set is roughly the size of a single octagon, which is probably a point in favor of Heckballs. But the Lego set has more than four times as many pieces, resulting in enormously more possible configurations.
A half-scale Heckballs set, using 50-mm octagons, would contain 144 octagons in the same 810×450 space, and would take about twice as long to cut (35' or so). It would also be somewhat more durable. I don’t know if the longer cutting time would double the cost or somewhat less. If it merely doubled, then we would hit per-piece crossover cost with Legos another scale factor of two up: 25-mm octagons, 576 pieces, $1600, 70' of cutting, AR$2.78 per piece compared to Lego’s $3.03. Also, all 576 or so pieces could be different, which is more challenging for Legos. But at that scale you probably need to use thinner material, which would drop the cost again, partly because it's faster to cut thinner material.
I should fabricate a new version of Heckballs on my next opportunity, which is in two days. I want to incorporate the following improvements:
Chamfered outside corners to reduce assembly wear, ease off-axis assembly, and be easier on hands.
It needs inside corner divots to reduce stress when things get twisted together.
It should be prettier, somehow. Maybe cutting inward at the corners in a curvy or spiraly kind of way or something.
Smaller scale, for strength and for expressiveness (i.e. more separate pieces per meter of cut, permitting more combinations). This may bring the cutting cost out of balance with material cost, I’m not sure.
I should maybe paint it to cover up the burn marks and the tarry residue on the edges, which suggests adding an allowance for paint thickness in the slots. Maybe this is a future version.
I need beams! Add beams.
I should correct the slit depth, and also I should do the collision allowance by reducing the outside size of the octagons, not by reducing the slit depth. Also it needs to take into account the 45° pieces. (Actually it turns out that this isn’t important, because it comes out almost exactly right by chance.)
I should use 1 mm tabs.
I should slit the scraps so they become pieces.
I should eliminate the 150 μm allowance or make it much smaller. Maybe 30 μm.
Use snap joints, if I can figure out how, to give the joints significant tensile strength without making them hard to take apart.